



鋼結構技術論文
<td id="o5c9p"></td>

摘 要:針對目前一些超高層鋼結構施工過程中出現的鋼柱安裝偏差超出規范允許范圍,對后續鋼結構安裝造成極為不利的影 響。本文通過實例,綜合考慮高層安裝中的各種因素,提出了一次性糾偏和漸遞性糾偏兩種方案,并對兩種方案進行比較,最后確定采用一次性糾偏,此方案在實際施工過程中取得非常好的效果。
關鍵詞:超高層鋼結構安裝糾偏技術
1、工程概況:
某寫字樓主體結構為鋼框架-支撐筒體系,共分核心筒、內筒(內有支撐體系)和外框架三部分,其中外框架總平面尺寸為51m×51m。結構高約200米 ,地下5層,地上40層,工程總用鋼量為3.6萬噸。本工程核心筒有鋼柱4根,規格為箱形□900×900×90;內筒有鋼柱20根,規格為箱形□1300×900×60(4根角柱)、箱形□900×900×60;外筒有鋼柱32根規格為箱形□800×800×60;共計56根。
2、工程安裝現狀與問題:
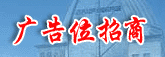
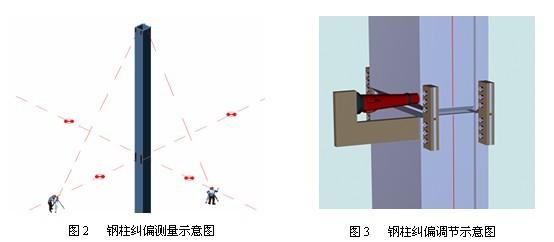
某施工單位主體結構施工到地上1.1米時,對工程56根鋼柱進行柱身進行垂直度偏差復測,復測結果見圖1。發現鋼柱不同程度均有偏差,其中44根鋼柱的垂直度偏差超出《鋼結構工程施工質量驗收規范(GB50205-2001)》允許范圍,最大偏差達到38mm,且部分鋼柱出現雙角度的扭偏。為使工程能在地面以上順利安裝,必須采取措施對鋼柱就行糾偏。
3、糾偏方案的選擇:
針對本工程的鋼柱垂直度的偏差程度和安裝現況,經過多輪的研討,基本上確定了漸遞性糾偏和一次性糾偏兩種方案。漸遞性糾偏方案是以鋼柱偏位的基礎,在規范允許的鋼柱偏差范圍內對每節鋼柱進行逐節向上糾校,直到鋼柱完全找正到軸線位置;一次性糾偏是將+1.1m處的上節鋼柱一次性糾正到位,通過對上、下節鋼柱拼接處的節點進行補強處理,達到糾偏的目的。通過認真分析,分別就兩種方案的制定了詳細的實施細則。
3.1、漸遞性糾偏:
以A6-AL軸鋼柱為例,鋼柱柱身+1.1m處向北偏15mm、向東偏19mm。因此,該柱的垂直度偏差須從2個軸線方向來調節。
調整垂直度偏差前,首先調整好鋼柱的定位軸線。根據規范要求,鋼柱單節柱頂中心線對柱底中心線的相對水平位移差,分為x、y兩個方向,允許偏差值為不超過h/1000且小于10mm(h為單節柱長度)。
該處鋼柱+1.1m以上對各段鋼柱進行分段后,第一節鋼柱柱高4.9m,第二節柱高5m,第三節以上每節柱均為9.2米。該鋼柱在A6-AL軸向東偏移19mm,向北偏移15mm。因此確定在+1.1米以上該鋼鋼柱分4次調整。+1.1米以上第一節柱在安裝時向西調整4mm,向南調整4mm;第二節柱在安裝時向西調整5mm,向南調整5mm;第三節柱在安裝時向西調整7mm,向南調整6mm;.第四節柱在安裝時向西調整4mm。
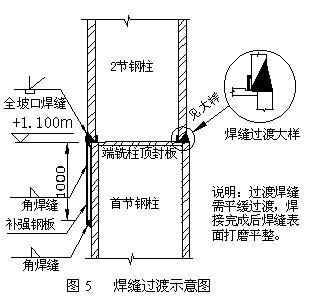
為使糾偏能正確進行,還須注意以下事項:①、鋼柱制作時,預先在柱底的四個側面,用鋼沖標識出鋼柱的中心線;②、上一節鋼柱的定位軸線不允許使用下一節鋼柱的定位軸線,應從控制網軸線引至高空,保證每節鋼柱的安裝標準,避免過大的誤差積累;③、校正時采用徑向放置的兩臺經緯儀對鋼柱觀測,見圖2;④、校正過程中,在鋼柱偏斜側,利用千斤頂進行軸心的調校,待鋼柱調到預控值后擰緊臨時連接耳板的高強螺栓(臨時連接耳板的螺栓孔應比螺栓直徑大4mm,利用螺栓孔擴大調節鋼柱制作誤差的-1~+5mm的誤差),調校見示意圖3;⑤、根據每節鋼柱的糾偏控制值,鋼梁的長度在制作時相應進行補償或縮減;⑥、安裝鋼梁時先安裝上層梁,再安裝中、下層梁。
3.2、一次性糾偏:

該糾偏方法采用鋼板補強和焊縫過渡相結和的方法,即:+1.1米以上的鋼柱以控制網軸線定位一次性安裝到位,安裝后對其與+1.1米以下的鋼柱的端頭形成的錯口先進行焊接,檢驗合格后,然后用補強鋼板或焊縫進行過渡,使其形成較好的受力傳遞。因此對錯口值>8mm的,采用鋼板進行補強,對錯口值≤8mm,采用焊縫過渡法使其形成平緩過渡。具體實施如下:
鋼板補強法:針對不同的偏差程度,采用不同的鋼板厚度。①、15mm<錯口值>8mm的,采用20mm(Q345C)鋼板;②、25mm≤錯口值≥15mm的,采用30mm的板(Q345C)鋼板;③、錯口值>25mm的,采用40mm(Q345GJ-C)鋼板。補強節點見圖4。補強鋼板噴砂處理達到Sa 2.5級,鋼板需平整,其兩側坡口采用機械加工。焊接時應對鋼柱和補強板預熱至100℃~200℃,二氧化碳氣體保護焊施焊,其左右兩側焊縫采用雙人對稱焊接,每焊一道焊縫便及時清理焊渣、飛濺等殘留物,并注意每道層間焊縫的溫度不得高于預熱溫度。由于補強鋼板施焊后焊縫較多,易積聚應力。因此在焊接的同時,用圓頭手錘在鋼柱側邊、補強鋼板中間進行敲動,以使應力緩慢釋放。
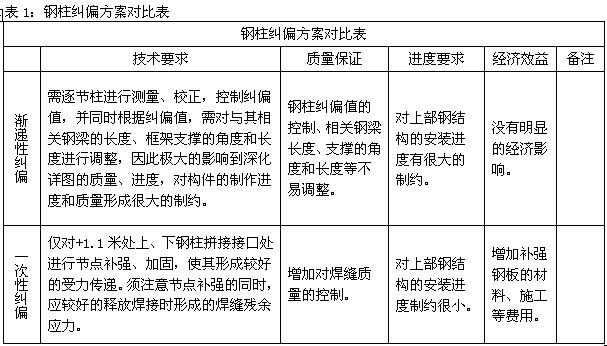
焊縫過渡法:對上下鋼柱偏差值≤8mm、上下鋼柱扭偏時每側偏差≤8mm時,對其錯臺采用焊縫進行平緩過渡,并使余高均勻。由于焊縫過渡時,焊縫高度小,焊縫表面成型要求高,因此采用二氧化碳氣體保護焊,焊絲直徑為1.2mm、低線能量施焊。焊縫過渡法施工示意見圖5。
3.3、糾偏方案的比較和選擇:見表1。
 :
: 